1. 溶接入熱とは?品質を左右する「熱の量」
溶接入熱(Heat Input)とは、溶接時にアークから母材に与えられる単位長さあたりのエネルギー量のことです。一般的に以下の計算式で求められます。
H=v60⋅E⋅I
H: 溶接入熱 (J/cm)
E: 溶接電圧 (V)
I: 溶接電流 (A)
v: 溶接速度 (cm/min)
入熱量が大きすぎると、金属の組織が粗大化して強度が低下したり、変形が大きくなったりします。逆に小さすぎると、溶け込み不良などの欠陥を招くため、適切な管理が不可欠です。
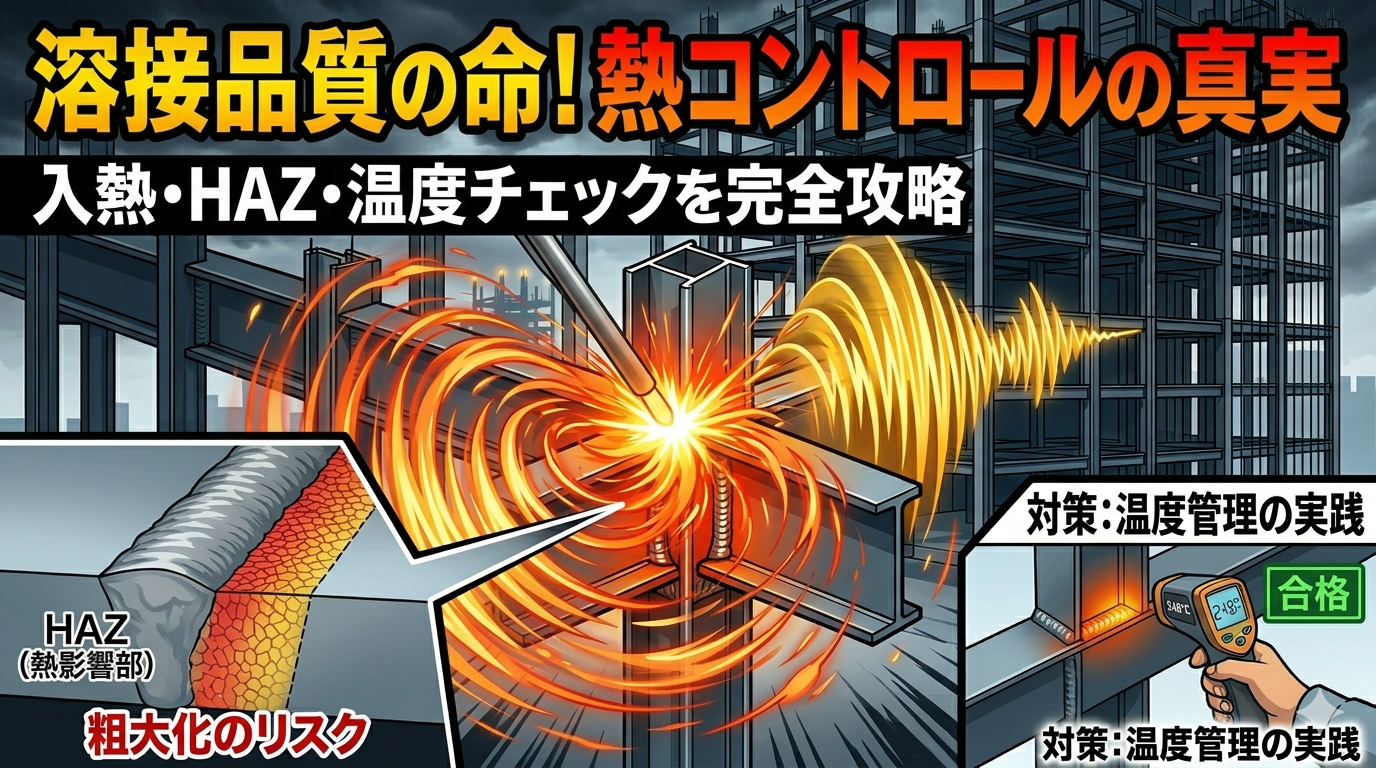
2. HAZ(溶接熱影響部)の性質とリスク
HAZ(Heat Affected Zone)は、溶融はしていないものの、溶接の熱によって組織や機械的性質(硬さや粘り強さ)が変化してしまった母材の部分を指します。
HAZで起こる主な問題
軟化または硬化: 鋼種によって、熱の影響で極端に柔らかくなったり、逆に硬くなって脆くなったりします。
靭性の低下: 結晶粒が大きくなることで、衝撃に対する強さ(粘り)が失われることがあります。
応力腐食割れ: 組織の変化により、腐食環境下で割れが発生しやすくなる場合があります。
「入熱量を抑える=HAZの範囲を狭くし、組織変化を最小限に留める」という考え方が、高品質な溶接の基本です。
3. 温度チェックが重要な理由:パス間温度の管理
溶接入熱とHAZの状態を間接的にコントロールする最も現実的な方法が、温度チェックです。特に重要なのが**「パス間温度」**の管理です。
なぜ温度を測るのか?
蓄熱の防止: 連続して溶接を行うと母材に熱が溜まり、実質的な入熱量が増大したのと同じ状態になります。
冷却速度の制御: 金属の性質は「どう冷えたか」で決まります。温度チェックにより、急冷による割れや、徐冷による組織粗大化を防ぎます。
4. 現場での温度チェックと対策
実務において、適切なHAZ管理を行うためのポイントは以下の通りです。
サーモクレヨンや非接触温度計の活用: 溶接線から一定距離離れた場所で、規定の温度(例:250°C以下など)を超えていないか確認します。
ストレート運棒の推奨: ウィービング(首振り)を大きくしすぎると、単位時間あたりの入熱が増え、HAZが広がります。
多層盛りでの冷却待ち: 厚板の溶接では、一層ごとに温度をチェックし、規定温度まで下がるのを待ってから次のパスを走らせます。
まとめ:品質は「温度」で決まる
「溶接入熱」を正しく管理し、「HAZ」の劣化を最小限に抑えることは、信頼性の高い、強い溶接部を作るための絶対条件です。そして、その管理を支える現場の知恵が、こまめな温度チェックに他なりません。
「どれだけの熱を入れ、どう冷ますか」。このプロセスを数値化・可視化することが、強度と信頼性を両立させるプロの溶接への近道です。適切な温度管理は、単なるルールではなく、製品の寿命、そして安全を守るための「職人のこだわり」なのです。